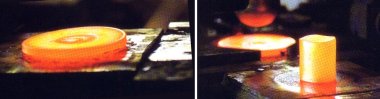
La première boule de pétanque en acier fut créée en 1927, celle-ci devant remplacer son ancêtre en buis-clouté. Dès lors, le principe de base de fabrication n'a pas évolué mais l'arrivée de nouveaux matériaux et de nouvelles technologies a permis l'industrialisation de la boule de pétanque et l'amélioration de ses propriétés physiques.
Les
matériaux
Les deux principaux matériaux utilisés sont l'acier au carbone avec addition de chrome et molybdène et l' acier inoxydable. Dans le premier cas on protège l'acier par un traitement de surface approprié comme le zingage, le nickelage et le chromage noir (le plus utilisé). Par ailleurs on adapte la composition chimique de la boule pour obtenir des caractéristiques mécaniques optimales